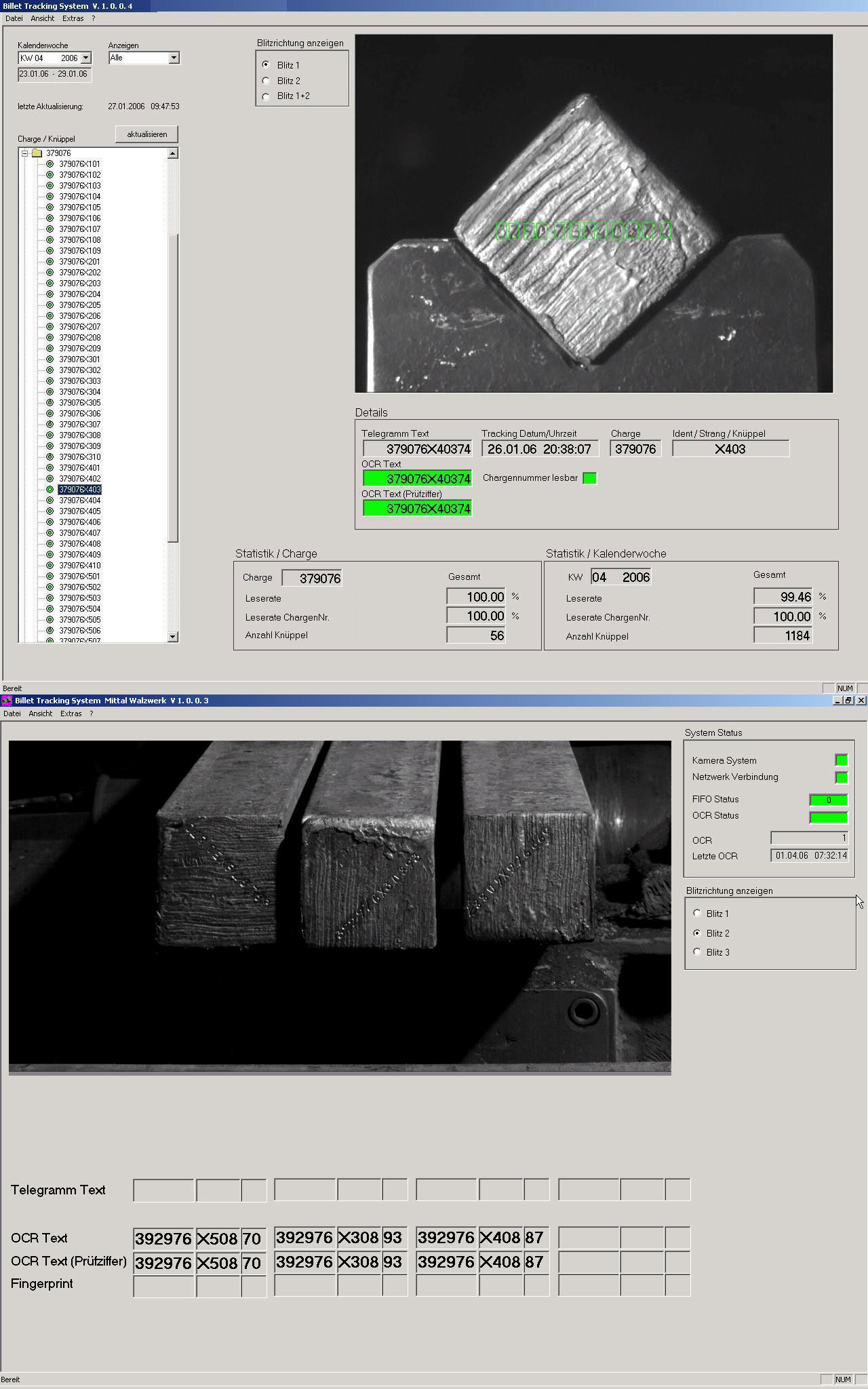
Lesestationen für die automatische Auslesung von Schriftzeichen und Codes (Barcode, Data-Matrix-Code) in Stahl-, Walz-, und Röhrenwerken.
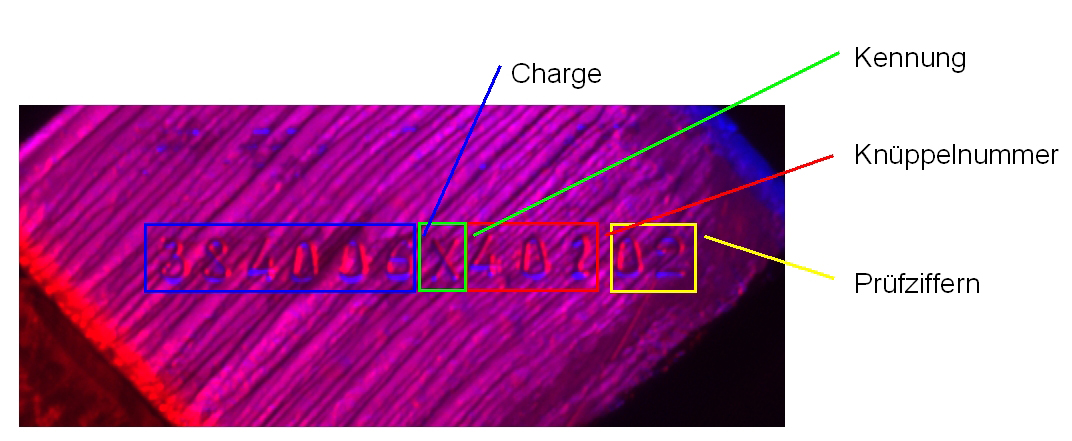
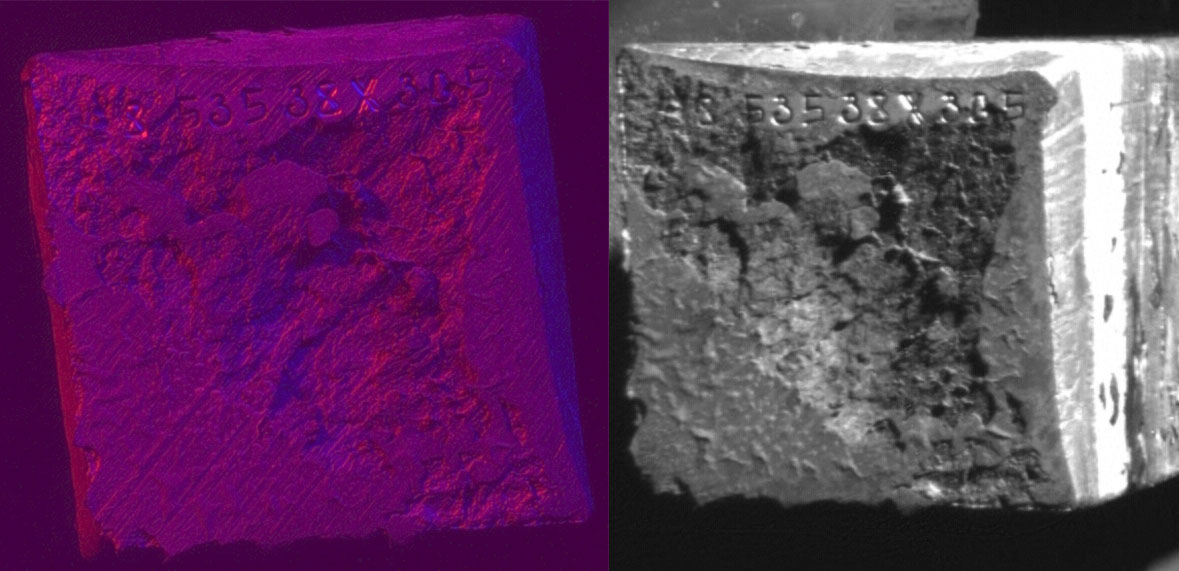
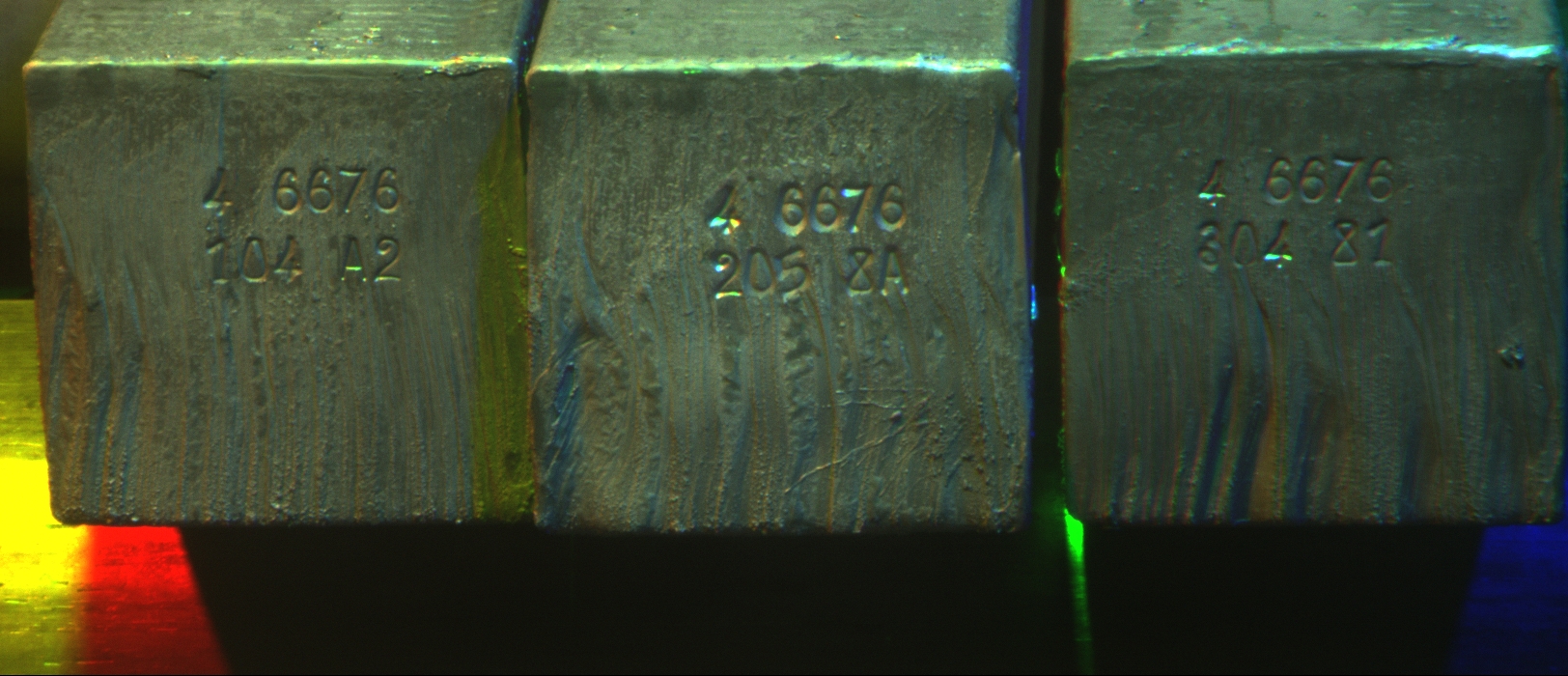
War bis vor einigen Jahren die automatische Auslesung von geprägten oder gestempelten Schriftzeichen im Stahlwerksbereich oftmals eine nahezu unlösbare Herausforderung, wird diese Technologie heute bereits bei vielen führenden Stahlunternehmen mit Erfolg eingesetzt. Durch Kennzeichnung und die automatische Zeichenerkennung kann vom glühenden Vormaterial wie Brammen, Knüppeln, „Beam Blanks“ bis zum Endprodukt eine lückenlose, datenbankbasierte Rückverfolgbarkeit und Dokumentation aufgebaut werden. Selbst in einem rauen Umfeld kann durch innovative Verfahren der Mustererkennung, der Bildverarbeitung und datenbankbasierten Plausibilitätsprüfung eine Erkennungssicherheit von nahezu 100% erreicht werden.
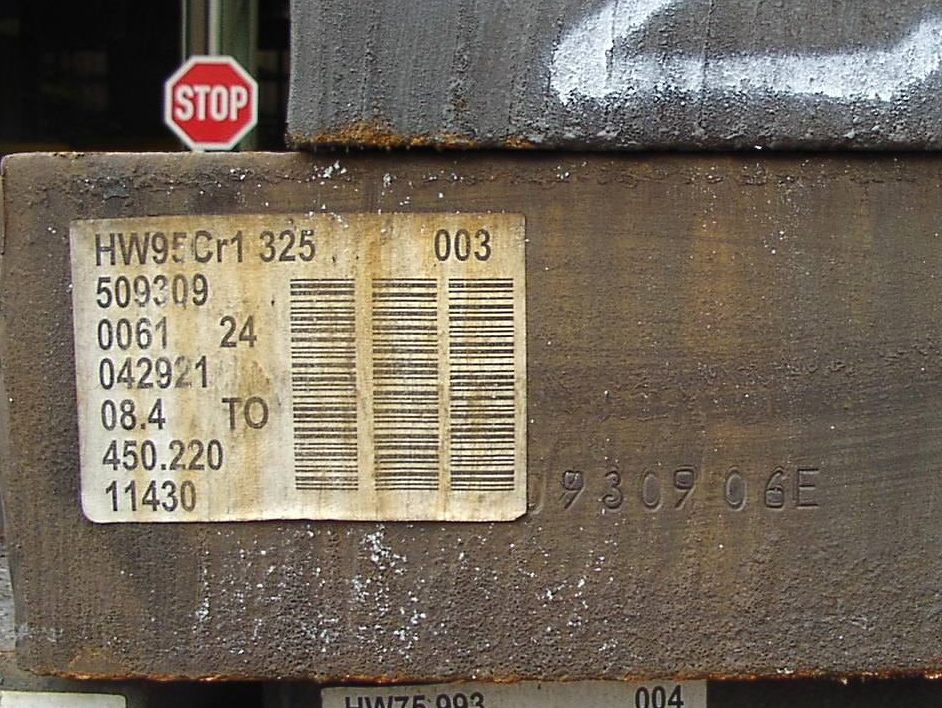
Zu dieser Material- und Chargenkennzeichnung werden die vorgegebenen Belastungsdaten während des Betriebes, Einbauort und Zeitpunkt, Zugfrequenz und Tempo gespeichert. Die Auslesung erfolgt bei einer sehr hohen Geschwindigkeit und einer Temperatur von ca. 900°C.


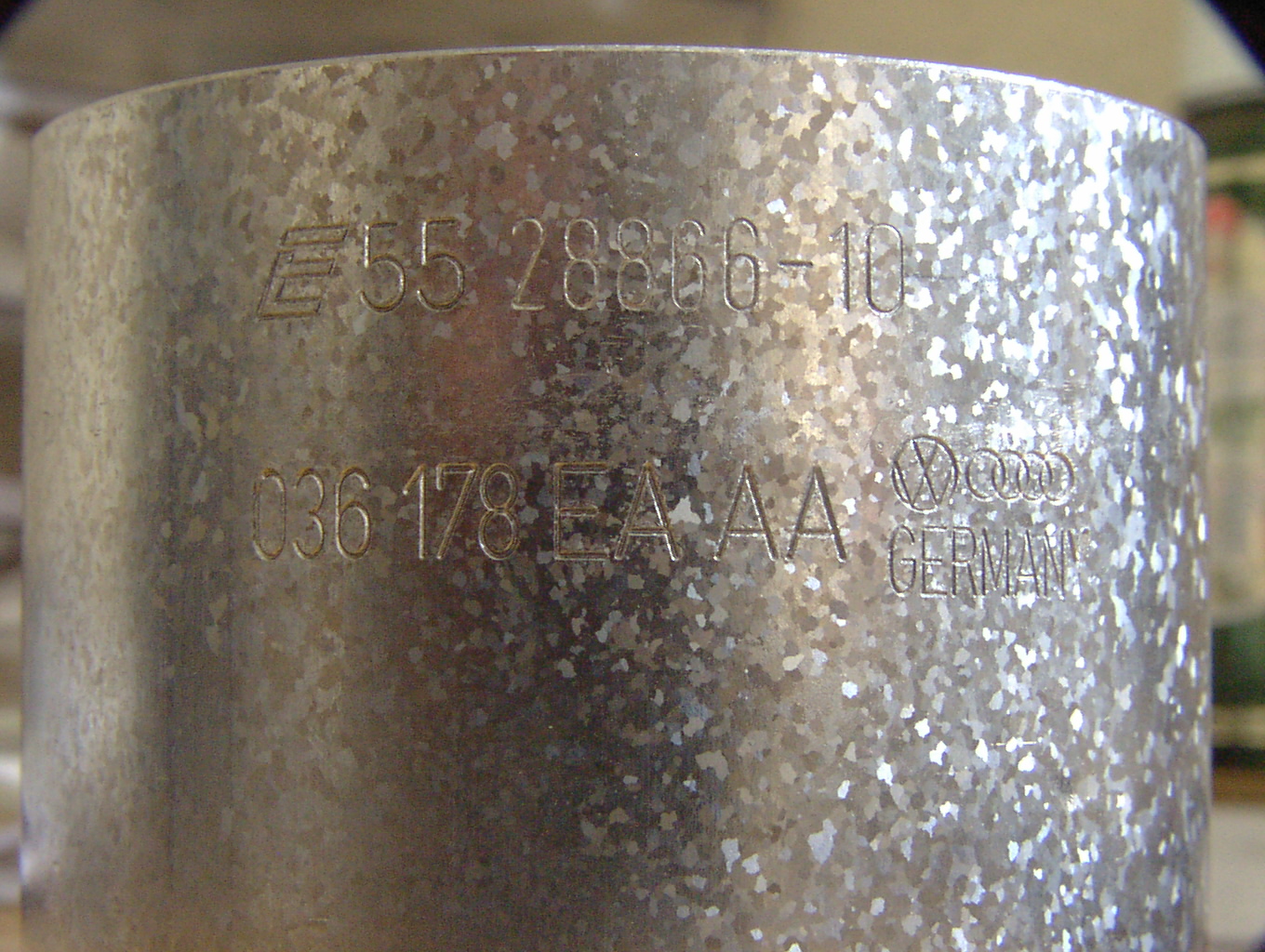
Die Kennzeichnung erfolgt direkt nach dem Walzen bei einer Temperatur von ca. 900°C. Nahtlose gewalzte Ringe sind oftmals Sicherheitsbauteile wie zum Beispiel Radreifen für den Schienenverkehr. Die Markierung dient nach dem Vergüten des Ringes zur automatischen Identifikation bei der Vermessung, Härteprüfung und der mechanischen Bearbeitung. Diese Prüfwerte werden in das Prüfzertifikat/Werkszeugnis übernommen.

Auch manuelle Kennzeichnungen wie z.B. eine Farbmarkierung mit einem Pinsel können grundsätzlich gelesen werden.
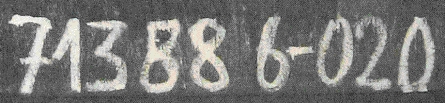

Mit ungleichmäßigen Farbauftrag.